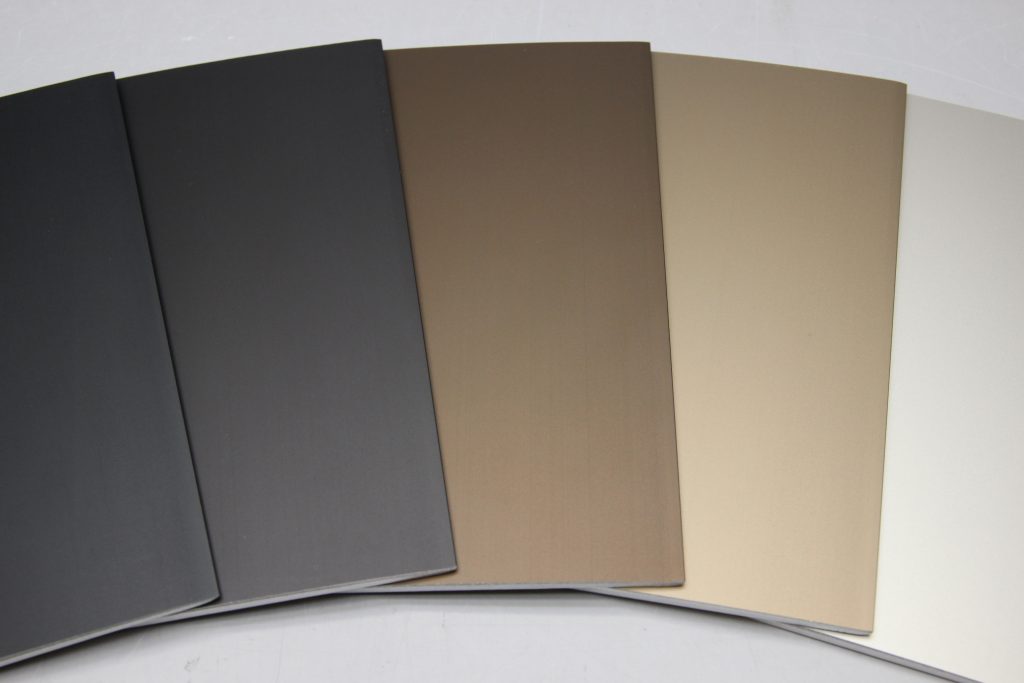
In classical, electrolytic colouring of aluminium surfaces with tin salts, uniform colourings from bronze to black are obtained with correct operation and the right colouring bath settings.
However, sometimes you can observe inhomogeneous colouring on the goods carrier, so that a glance at the goods is enough to recognise the non-uniformity.
Such a problem is known in the industry as the so-called “screen” or “fried egg” effect. This is simply a metaphorical description of how the inhomogeneities look on the coloured fabric:

Screen effect
the product appears darker on the outside and lighter on the inside

Fried egg effect
the product appears lighter on the outside and darker on the inside
The example of the following pictures is the best way to describe the effect in operation:

Typical "screen effect" - the product appears darker on the outside and lighter on the inside.

Typical "fried egg effect" - the product appears lighter on the outside and darker on the inside.
In both cases, the undesired effect leads to unsaleable goods and must therefore be avoided. But what are the causes of these two problems?
Current conduction and contacting as a source of error
In this case, it is worth taking a look at the correct current conduction and contacting during the colouring process.
The effects can occur due to unfavourable and/or insufficient contact of the fabric on the rack in connection with too much or too little colour tension.
In the case of the "screen effect", the current density in the centre of the product package is too low, while the edge area is sufficiently coloured. The product thus appears darker coloured on the outside than on the inside.
In the case of the "fried egg effect" it is the other way round. Here, the centre of the product package is correctly dark coloured, i.e. there is already sufficient current density, while there is already an excess in the outer area. The product then appears lighter coloured on the outside than on the inside.
Which corrective actions are necessary?
- Screen effect: Increase colouring tension
- Fried egg effect: Reduce colouring tension
This corrective action should be taken gradually, e.g. by increasing or decreasing in 1 to 2 volt steps and then checking again.
As the colouring results always depend on the interplay of bath chemistry, system conditions and current conduction/contacting, the following points should also be taken into account:
- Is the contacting on the product sufficiently dimensioned and correctly placed?
- Is the bath chemistry correctly adjusted (correct ratio of tin : sulphuric acid : stabiliser)?
- Did the bath temperatures change?
- Are there major levels of interfering ions (such as nitrate) in the bath?
- Have the anodising conditions been chosen correctly?
Taking these actions into account, a uniform colouring of the fabric should be possible again.